






МСПТ-160Р ПРО раструбный аппарат для сварки полимерных труб
 Руководство по эксплуатации раструбного аппарата для сварки полимерных труб МСПТ-160Р ПРО
Руководство по эксплуатации раструбного аппарата для сварки полимерных труб МСПТ-160Р ПРО
Технические характеристики раструбного аппарата для сварки
полимерных труб МСПТ-160Р ПРО:
| Диаметр свариваемых труб, мм. | от 40 до 160 |
| Диаметры насадок, мм. | 40,50,63,75,90,110,125,140,160 |
| Время нагрева, мин. | 10 |
| Рабочая температура, град.С. | 0-300 |
| Напряжение питания, В / Гц. | 220 / 50 |
| Потребляемая мощность, Вт. | 1500 |
| Габариты отгрузочные, мм. | 870х700х700 |
| Вес отгрузочные, кг. | 90,5 |
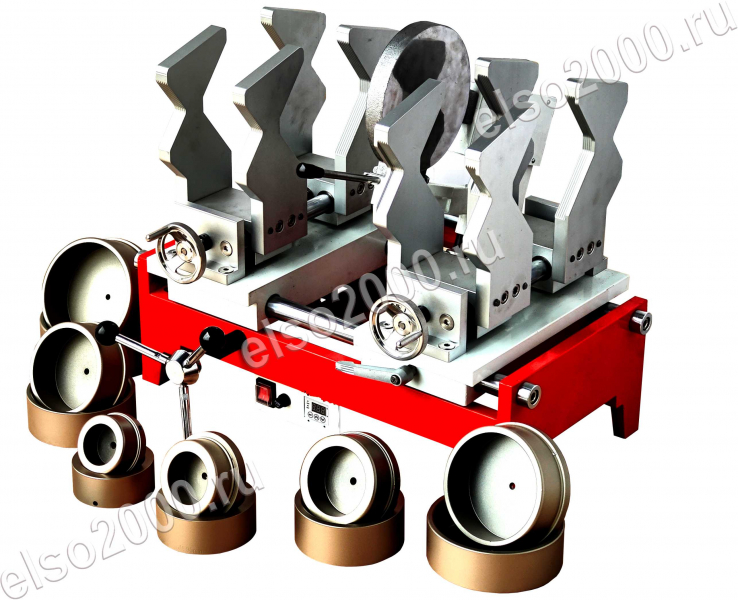
Профессиональный аппарат для раструбной сварки пластиковых труб и фитингов марки МСПТ-160Р ПРО – это аппарат нового поколения электротермических устройств. Устройство выполнено на базе стандартного сварочного аппарата для сварки полимерных труб, но дополнено и усовершенствовано для максимального удобства пользователя, аппарат нового типа удобен в операционном процессе благодаря высокоточному температурному регулятору, который обеспечивает экономию электроэнергии при нагреве, а также аккуратность и качество сварного соединения.
Комплект поставки:
- нагревательный элемент с регулировкой температуры,
- насадки с антипригарным покрытием 40-160 мм,
- центратор с нагревательным элементом,
- вкладыши 40-140 мм,
- Зип, инструменты.
Порядок работы:
РАБОТА С АППАРАТОМ СОСТОИТ ИЗ ТРЕХ ЭТАПОВ:
- подготовка трубы
- подготовка аппарата к работе
- сварка
1. Подготовка трубы
- очистить предназначенный для сварки участок трубы и рабочие поверхности насадок при помощи целлюлозной бумаги, смоченной в изопропиловом спирте.
- выполнить перпендикулярный срез трубы при помощи соответствующего инструмента (ножниц или трубореза).
2. Подготовка аппарата к работе.
- Извлеките сварочный аппарат из ящика.
- Установите или закрепите сварочный аппарат на рабочем месте при помощи опоры.
- Закрепите в отверстия на нагревательном элементе сменные насадки необходимого диаметра шестигранным ключом.
ВНИМАНИЕ! Сварочный аппарат предназначен для сварки труб и фасонных деталей (фитингов) только из одноименного материала. Аппарат поставляется с завода полностью готовым для его использования, без необходимости дополнительной наладки и настройки.
3. Процесс сварки:
В отличие от стыковой сварки, где нагрев свариваемых поверхностей производится невысокой температурой в течение длительного времени для избежания внутренних напряжений в материале, при раструбной сварке температура нагретого инструмента завышена, и нагрев происходит быстро. Выбор температуры нагретого инструмента при разработке технологии раструбной сварки основывался на нескольких ограничениях.
4. Окончание работы
По окончании работы выключите сварочный аппарат, отсоединив вилку соединительного шнура от сети, и дайте остыть сварочному аппарату. После остывания сварочного аппарата, отсоедините с нагревательного элемента сменные насадки. Очистите сменные насадки от наплавленного полимерного материала.
ВНИМАНИЕ! Для очистки поверхностей нагревательного элемента и сменных насадок от наплавленного полимерного материала, запрещается пользоваться металлическим и предметами, т.к. возможны повреждения тефлонового слоя, которым покрыты насадки. Очистку можно производить плоским деревянным приспособлением или тряпкой из несинтетического материала.